Фасонные резцы
Фасонные резцы относятся к нестандартным резцам.
Фасонные резцы применяют для обработки деталей со сложной формой образующей. По сравнению с обычными резцами они обеспечивают идентичность формы, точность размеров детали, которая зависит в основном от точности изготовления резца, высокую производительность благодаря одновременной обработке всех участков фасонного профиля детали и большую экономию машинного времени. Резцы проектируют для обработки конкретной детали, и их применение экономически оправдано в крупносерийном и массовом производстве.
Рис. 1. Формы фасонных резцов.
 а) а) |
 б) б) |
 в) в) |
Фасонные резцы классифицируют по следующим признакам:
1. По форме - стержневые (рис. 1, а), призматические (рис. 1, б) и круглые (рис. 1, в).
- Стержневые резцы применяют для обработки коротких фасонных поверхностей. Их недостатком является малое число переточек - из-за малой высоты рабочей части.
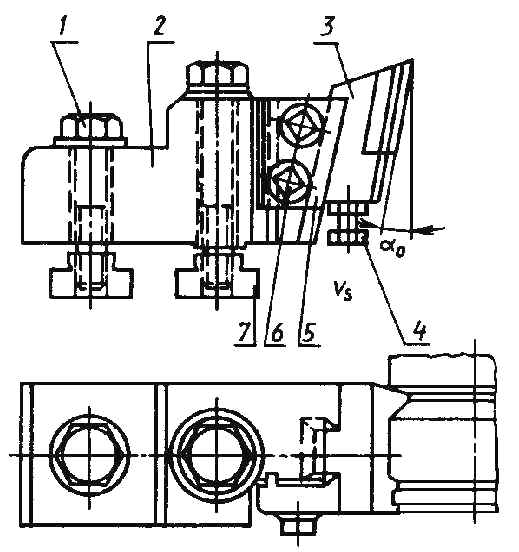
- Призматические фасонные резцы имеют большее число переточек и могут обрабатывать более длинные фасонные поверхности. Крепление и базирование резца в специальном резцедержателе осуществляется с помощью крепления типа “ласточкин хвост”. Недостаток призматических резцов - невозможность обработки внутренних фасонных поверхностей.
- Круглые фасонные резцы применяют для обработки как наружных, так и внутренних фасонных поверхностей. Они более технологичны, чем призматические и допускают большее число переточек. Устанавливают резцы в специальном резцедержателе и базируют по отверстию и торцу.
2. По направлению подачи: радиальные (рис. 2,а) и тангенциальные (Рис. 2, б).
 Рис. 2. Радиальный и тангенциальный фасонные резцы. Sr — радиальная подача резца, St — тангенциальная подача.
Рис. 2. Радиальный и тангенциальный фасонные резцы. Sr — радиальная подача резца, St — тангенциальная подача.
3. По расположению оси отверстия или установочной базы резца по отношению к оси вращения заготовки: с параллельным или наклонным расположением.
4. По конструкции: цельные и составные, например, с припаянными пластинами из твёрдого сплава.
Таблица 1
Геометрические элементы лезвия рабочей части фасонных резцов
Материал заготовки |
Передний угол g, град. |
|
БРС |
ТС |
|
| Алюминий, медь | 20 - 25 | 10 - 15 |
| Бронза, свинцовая латунь | 0 - 10 | 0 - 5 |
| Сталь с sв, МПа: | - | - |
| до 500 | 25 | 20 |
| 500 - 800 | 20 - 25 | 15 - 20 |
| 800 - 1000 | 10 - 15 | 5 - 10 |
| Чугун с НВ: | - | - |
| до 200 | 12 - 15 | 8 - 10 |
| свыше 200 | 8 | 8 |
| Задний угол, a | 8 - 15 | 8 - 12 |
| Примечание: БРС - быстрорежущая сталь, ТС - твёрдый сплав | ||
Таблица 2
Размеры фасонных дисковых резцов с отверстиями под штифт, мм.
 |
||||||||
Глубина профиля заготовки, tmax, мм, не более |
D |
D (H8) |
d1 |
bmax |
K |
r |
D1 |
d2 |
| 6 | 50 | 13 | 20 | 9 | 3 | 1 | 28 | 5 |
| 8 | 60 | 16 | 25 | 11 | 3 | 2 | 34 | 5 |
| 11 | 75 | 22 | 34 | 15 | 4 | 2 | 42 | 5 |
| 14 | 90 | 22 | 34 | 18 | 4 | 2 | 45 | 6 |
| 18 | 100 | 27 | 40 | 23 | 5 | 2 | 52 | 8 |
| 25 | 125 | 27 | 40 | 30 | 5 | 3 | 55 | 8 |
Таблица 3
Размеры фасонных дисковых резцов с торцовыми рифлениями, мм.
 |
||||||||
Глубина профиля заготовки, tmax, мм, не более |
D |
D (H8) |
d1 |
bmax |
K |
r |
D1 |
d2 |
| 4 | 30 | 10 | 16 | 7 | 3 | 1 | - | - |
| 6 | 40 | 13 | 20 | 10 | 3 | 1 | 20 | 3 |
| 8 | 50 | 16 | 25 | 12 | 4 | 2 | 26 | 3 |
| 10 | 60 | 16 | 25 | 14 | 4 | 2 | 32 | 3 |
| 12 | 70 | 22 | 34 | 17 | 5 | 2 | 35 | 4 |
| 15 | 80 | 22 | 34 | 20 | 5 | 2 | 40 | 4 |
| 18 | 90 | 22 | 34 | 23 | 5 | 2 | 45 | 5 |
| 21 | 100 | 27 | 40 | 25 | 5 | 2 | 50 | 5 |
Примечания:
- Для заданной глубины профиля tmax допускается применять резцы больших габаритных размеров, например, для заготовки с глубиной профиля 7 мм можно принять резцы с габаритными размерами для tmax < 14 мм .
- Передний угол g выбирают по табл. 1
- Размер Lp зависит от длины обрабатываемой поверхности.
- Размеры
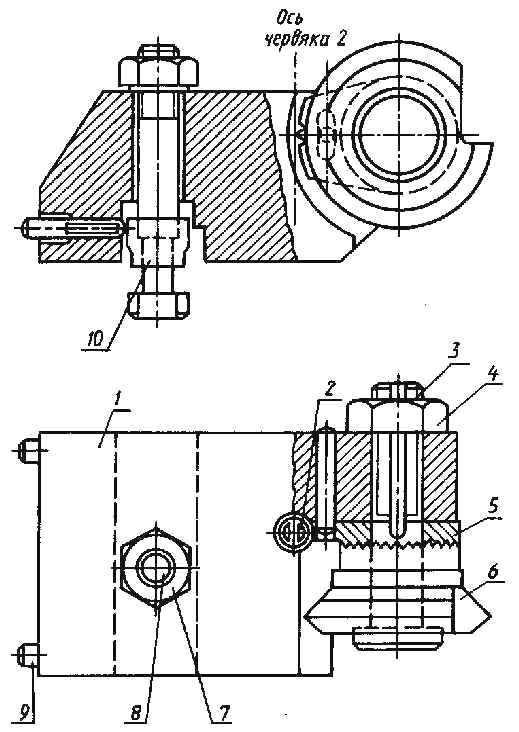
| Рис. 3. Резцедержатель круглого фасонного резца | Рис. 4. Резцедержатель призматического фасонного резца |
 |
|